氧化鋁陶瓷的燒結(jié)溫度較高,一般在1800℃以上,,不僅要消耗大量能源,而且燒結(jié)成的陶瓷制件結(jié)構(gòu)上會(huì)存在很多缺陷,使用性能會(huì)大大降低。如果添加燒結(jié)助劑,就可以實(shí)現(xiàn)氧化鋁陶瓷的低溫?zé)Y(jié)。本文主要探討CuO-TiO2和MnO2-TiO2-MgO這兩種復(fù)合燒結(jié)助劑含量和燒結(jié)溫度對(duì)氧化鋁陶瓷體積收縮率、體積密度以及內(nèi)部顯微結(jié)構(gòu)的影響規(guī)律。
1樣件的制備
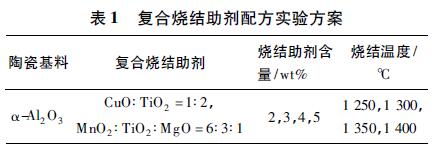
選用氧化鋁陶瓷的基本原料,密度為3.97g/cm3,以CuO-TiO2和MnO2-TiO2-MgO為復(fù)合燒結(jié)助劑,燒結(jié)助劑配比、燒結(jié)助劑含量和燒結(jié)溫度的設(shè)置如表1所示。
氧化鋁陶瓷漿料的制備過程如下:在常溫下,將分散劑PMAA-NH4溶于去離子水中攪拌均勻配置成預(yù)混液;將氧化鋁和燒結(jié)助劑粉末分別按照表1中的方案進(jìn)行混合;按0.8%(體積分?jǐn)?shù))比例的分散劑PMAA-NH4與氧化鋁陶瓷混合粉末進(jìn)一步混合,用球磨機(jī)進(jìn)行4h球磨;將球磨好的陶瓷粉料加入預(yù)混液中,放入攪拌機(jī)進(jìn)行攪拌;向漿料中加入適量氨水或鹽酸進(jìn)行pH值調(diào)節(jié),制得固相含量為56%(體積分?jǐn)?shù))、pH值為10左右的陶瓷漿料。
實(shí)驗(yàn)樣件通過3D打印機(jī)加工,零件尺寸為20mm×20mm×20mm,打印出的氧化鋁陶瓷坯體首先進(jìn)行干燥處理,真空加熱干燥13h,將坯體內(nèi)殘留的水分排出,直至坯體幾乎不再失重。這時(shí)干燥過程基本完成。
氧化鋁陶瓷樣件的燒結(jié)分為兩個(gè)階段———有機(jī)添加劑脫脂階段和陶瓷燒結(jié)致密化階段。脫脂的作用是去除陶瓷漿料中的分散劑等有機(jī)材料,因?yàn)檫@些有機(jī)材料會(huì)在后續(xù)的燒結(jié)過程中變成氣體,造成尺寸膨脹,從而導(dǎo)致陶瓷制件產(chǎn)生裂紋、變形,甚至塌陷等某些缺陷。脫脂階段結(jié)束后,進(jìn)一步升高溫度至燒結(jié)溫度,氧化鋁晶粒長(zhǎng)大,高溫使粉末顆粒之間發(fā)生粘結(jié),使得氧化鋁陶瓷燒結(jié)致密。
燒結(jié)曲線是陶瓷低溫?zé)Y(jié)的一個(gè)重要的工藝步驟。燒結(jié)曲線主要考慮升溫速度、燒結(jié)溫度和保溫時(shí)間,它們之間相互關(guān)聯(lián)。為防止坯體開裂,燒結(jié)前期要采用較小的2K/min的升溫速度,分別在180℃和300℃保溫1h,以保證坯體能夠完全脫脂;600℃以后,提高升溫速度到5K/min,按照不同的燒結(jié)溫度要求,分別達(dá)到1250℃,1300℃,1350℃,1400℃,并分別保溫1.5h;較后隨爐冷卻至室溫,獲得燒結(jié)完成的陶瓷樣件。
2結(jié)果與討論
由于燒結(jié)助劑的類型、含量以及較終燒結(jié)溫度的不同,所以燒結(jié)后的陶瓷樣件將表現(xiàn)出不同的收縮率、體積密度和內(nèi)部微觀結(jié)構(gòu)特征。
2.1氧化鋁陶瓷燒結(jié)收縮率測(cè)試
陶瓷坯體在成型、干燥、燒結(jié)階段都會(huì)發(fā)生一定程度的收縮,對(duì)比工件在成形和燒結(jié)后的尺寸變化,陶瓷材料燒結(jié)收縮率計(jì)算公式為
式中:ε———收縮率,%;
X0———成形后試樣的尺寸,mm;
Xi———燒結(jié)后試樣的尺寸,mm。
在CuO-TiO2和MnO2-TiO2-MgO兩種燒結(jié)助劑下,陶瓷胚體的收縮率如圖1所示。
由圖1可以看出,陶瓷制件的收縮率隨著燒結(jié)溫度的升高而變大,當(dāng)燒結(jié)溫度達(dá)到1350℃后,變化變緩,溫度對(duì)收縮率的影響減小。無論是添加CuO-TiO2還是MnO2-TiO2-MgO復(fù)合燒結(jié)助劑,氧化鋁陶瓷的收縮率都較大,基本處于14%~18%,而且隨燒結(jié)助劑含量的增加而增加,當(dāng)燒結(jié)助劑含量為4%(質(zhì)量分?jǐn)?shù))時(shí)達(dá)到較大。
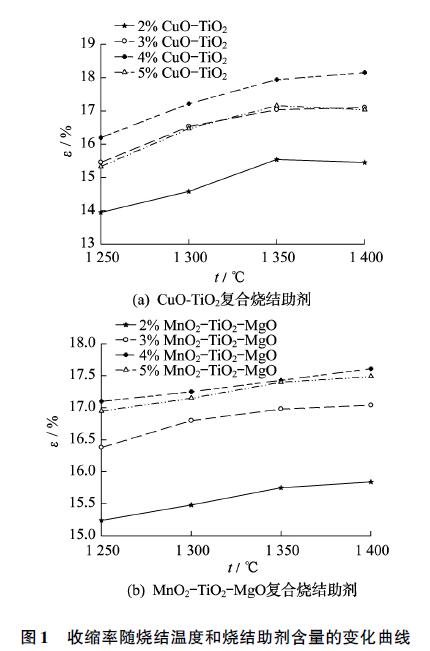
采用CuO-TiO2復(fù)合燒結(jié)助劑時(shí),收縮率達(dá)到18.1%;采用MnO2-TiO2-MgO復(fù)合燒結(jié)助劑時(shí),收縮率達(dá)到17.6%。當(dāng)燒結(jié)助劑含量繼續(xù)增大時(shí),收縮率會(huì)下降,采用CuO-TiO2復(fù)合燒結(jié)助劑時(shí),含量為5%(質(zhì)量分?jǐn)?shù))的收縮率與含量為3%(質(zhì)量分?jǐn)?shù))的收縮率相當(dāng)。
2.2氧化鋁陶瓷的體積密度變化
采用排水法測(cè)量燒結(jié)后氧化鋁陶瓷的體積密度。圖2為添加兩種燒結(jié)助劑下,陶瓷材料體積密度隨燒結(jié)溫度的變化曲線。
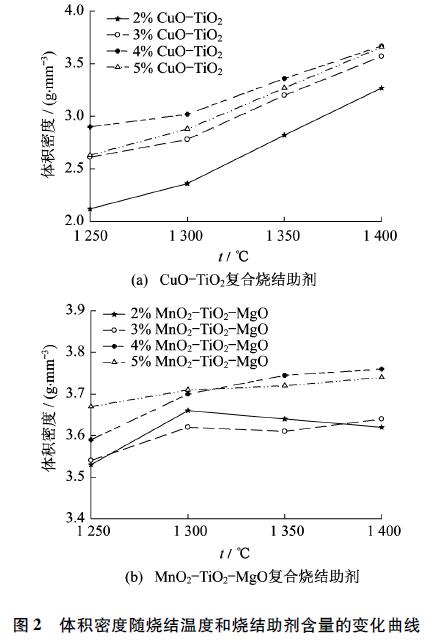
由圖2可以看出,添加CuO-TiO2復(fù)合燒結(jié)助劑的氧化鋁陶瓷的體積密度,從1250℃到1300℃時(shí)變化不明顯,1300℃以后,其體積密度急劇增大,分別從1300℃時(shí)的2.36g/mm3,2.78g/mm3,3.02g/mm3,2.88g/mm3升高到1400℃時(shí)的3.27g/mm3,3.57g/mm3,3.67g/mm3,3.66g/mm3。這是因?yàn)镃uO受熱可以生成CuO-Cu2O液相,該液相會(huì)產(chǎn)生較大的毛細(xì)管力,使得顆粒遷移重排,很大地促進(jìn)了物質(zhì)的傳輸,提高了氧化鋁陶瓷的燒結(jié)致密度;TiO2能與氧化鋁形成置換固溶體,雖然Ti4+離子與Al3+大小相似,但Ti4+離子與Al3+電價(jià)不同,置換后將形成陽離子缺位,使晶格畸變加劇,A12O3晶格的活性升高。此外,體積密度在燒結(jié)助劑含量為4%(質(zhì)量分?jǐn)?shù))時(shí)到達(dá)較大,當(dāng)含量增至5%(質(zhì)量分?jǐn)?shù))時(shí)密度開始下降,原因是Cu在氧化鋁晶粒周圍形成的一層液相膜變厚,阻礙了氣孔的排出,使氣孔殘留在陶瓷體內(nèi),從而導(dǎo)致了燒結(jié)致密度的下降。
添加MnO2-TiO2-MgO復(fù)合燒結(jié)助劑的氧化鋁陶瓷,在1250℃時(shí),其體積密度分別為3.53g/mm3,3.54g/mm3,3.59g/mm3,3.67g/mm3;升高到1400℃時(shí),其體積密度分別為3.62g/mm3,3.64g/mm3,3.76g/mm3,3.74g/mm3。添加MnO2-TiO2-MgO復(fù)合燒結(jié)助劑條件下,氧化鋁陶瓷的體積密度受溫度影響較小。這是由于MnO2與TiO2具有相同的結(jié)構(gòu),二者晶格常數(shù)相差不大,能與氧化鋁形成有限置換固溶體,但Mn離子的多價(jià)態(tài)置換Al3+后,易形成陽離子缺位,而且MgO在高溫下容易形成液相,于晶界處分凝,通過溶質(zhì)阻滯作用,減慢晶粒的生長(zhǎng)速率,起到了抑制晶粒長(zhǎng)大的作用。
2.3氧化鋁陶瓷的微觀結(jié)構(gòu)分析
根據(jù)對(duì)氧化鋁陶瓷添加不同含量CuO-TiO2和MnO2-TiO2-MgO復(fù)合燒結(jié)助劑,在不同燒結(jié)溫度下的實(shí)驗(yàn),得出在燒結(jié)助劑含量為4%(質(zhì)量分?jǐn)?shù))、燒結(jié)溫度為1350℃的條件能燒結(jié)出的氧化鋁陶瓷制件體積密度高達(dá)3.67g/mm3和3.76g/mm3,相對(duì)密度分別高達(dá)92.4%和94.7%。本實(shí)驗(yàn)對(duì)燒結(jié)助劑含量為4%(質(zhì)量分?jǐn)?shù)),在不同燒結(jié)溫度下,測(cè)得氧化鋁陶瓷制件的掃描電子顯微鏡(ScanningElectronMicroscope,SEM)形貌如圖3所示。圖3中,(a)~(d)為CuO-TiO2復(fù)合燒結(jié)助劑,燒結(jié)溫度分別為1250℃,1300℃,1350℃,1400℃;(e)~(h)為MnO2-TiO2-MgO復(fù)合燒結(jié)助劑,燒結(jié)溫度分別為1250℃,1300℃,1350℃,1400℃。
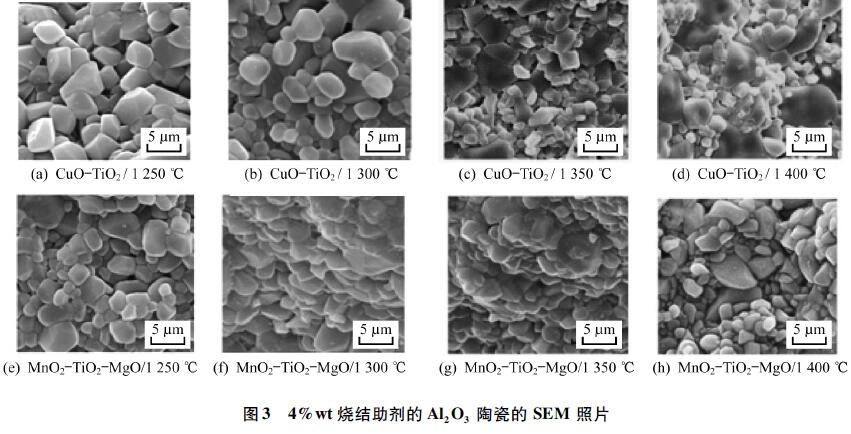
由圖3可知,采用CuO-TiO2復(fù)合燒結(jié)助劑時(shí),在燒結(jié)溫度為1250℃的條件下,樣品氧化鋁顆粒大小比較均勻,平均粒徑在3~5μm,此時(shí)晶粒排列較為稀疏,有很明顯的空隙存在。當(dāng)溫度升高至1300℃時(shí),樣品晶粒變小,變得更加緊密,孔隙明顯減小,其顯微結(jié)構(gòu)表現(xiàn)為等軸狀,平均粒徑在2~4μm,有少數(shù)5μm左右的大晶粒。當(dāng)溫度升高至1350℃時(shí),樣品中有些晶粒長(zhǎng)大,粒徑在6μm左右,而其他晶粒變得更加細(xì)小和棱角分明,但孔隙幾乎消失,晶粒變得更加致密。當(dāng)溫度繼續(xù)升高至1400℃時(shí),樣品顆粒排列緊密,致密度更高,但大晶粒繼續(xù)長(zhǎng)大,且晶粒邊緣變圓滑。
采用MnO2-TiO2-MgO復(fù)合燒結(jié)助劑時(shí),在燒結(jié)溫度為1250℃的條件下,樣品晶粒沒有長(zhǎng)好,顆粒大小不均勻,平均粒徑在2~6μm,但此時(shí)晶粒排列相比采用CuO-TiO2復(fù)合燒結(jié)助劑時(shí)更加密實(shí),只有少量的空隙,說明添加MnO2-TiO2-MgO復(fù)合燒結(jié)助劑的氧化鋁陶瓷在1250℃時(shí)就有較好的燒結(jié)特性。原因在于MnO2與TiO2具有相同的結(jié)構(gòu),二者晶格常數(shù)相差不大,高溫下容易與氧化鋁形成固溶體,會(huì)很大地促進(jìn)燒結(jié)過程的質(zhì)點(diǎn)擴(kuò)散和界面遷移。當(dāng)溫度升高至1300℃時(shí),樣品晶粒變得非常密實(shí),平均粒徑在3~5μm,顆粒與顆粒之間粘附在一起,這樣有利于粉體顆粒間產(chǎn)生鍵合、靠攏和重排,使晶粒趨于均勻。當(dāng)溫度升高至1350℃時(shí),樣品晶粒依舊較均勻,致密度也很高,仍未見異常長(zhǎng)大現(xiàn)象。文獻(xiàn)的研究表明,在氧化鋁低溫?zé)Y(jié)過程中,MgO會(huì)形成液相包裹在氧化鋁周圍,于晶界處分凝,對(duì)溶質(zhì)有阻滯作用,會(huì)抑制晶粒長(zhǎng)大;也有可能MgO與氧化鋁在晶界上形成MgAl2O4第二相,起到釘扎晶界,降低了晶粒的生長(zhǎng)速率。當(dāng)溫度繼續(xù)升高至1400℃時(shí),樣品顆粒排列緊密,致密度高,未見氣孔存在,但出現(xiàn)了晶粒的異常增大現(xiàn)象。這可能是溫度過高,導(dǎo)致氧化鋁燒結(jié)過程中起顯微結(jié)構(gòu)穩(wěn)定劑作用的MgO揮發(fā),從而降低了其作用。
本文進(jìn)行了3D打印加工用陶瓷漿料的配制,通過添加燒結(jié)助劑,實(shí)現(xiàn)了氧化鋁陶瓷制件的低溫?zé)Y(jié)。
(1)結(jié)合氧化鋁陶瓷的性質(zhì)和擠出漿料應(yīng)具備的性能,采用球磨時(shí)間為4h,固相含量56%(體積分?jǐn)?shù)),分散劑PMAA-NH4添加量為0.8%(體積分?jǐn)?shù)),pH值為10左右的陶瓷漿料制備工藝,制備出分散性良好、可用于擠出打印的氧化鋁陶瓷漿料。
(2)不同含量的CuO-TiO2和MnO2-TiO2-MgO復(fù)合燒結(jié)助劑可以降低陶瓷燒結(jié)溫度,但燒結(jié)后陶瓷的收縮率都較大,基本處于14%~18%。
(3)添加CuO-TiO2復(fù)合燒結(jié)助劑的氧化鋁陶瓷,其體積密度受溫度的影響較大;而在添加MnO2-TiO2-MgO燒結(jié)助劑條件下,氧化鋁陶瓷的體積密度受溫度的影響較小。
(4)采用CuO-TiO2或MnO2-TiO2-MgO復(fù)合燒結(jié)助劑時(shí),燒結(jié)溫度對(duì)氧化鋁顆粒均勻度、平均粒徑以及晶粒形態(tài)均有一定的影響。