當前,磨料水射流技術已被用于切割陶瓷材料。然而,高壓水(>250 MPa)的使用,加上水射流中的磨料,需要特殊的壓力增強器和藍寶石噴嘴,這些都需要使用昂貴的材料。此外,磨料水射流切割陶瓷零件時,切縫寬度較大,表面粗糙度較差。較近,一些學者提出了控制噴嘴振蕩來提高切割質量。然而,此方法所得到的改善效果甚微,切割質量仍低于常規金剛石加工。
在過去的幾十年里,激光技術也成功地應用于切割硬質陶瓷材料。材料的切割主要通過以下4種不同的方式來完成:材料的汽化、材料的融化、劃線或熱斷裂。前兩個模式是能源密集型加工過程,需要激光的功率密度很過1010W/m2。此外,高溫加工過程可能導致材料產生殘余應力,從而影響加工后產品的強度。
Lumley是提出激光切割陶瓷熱斷裂模式的早期研究者之一。他提出由于陶瓷材料吸收激光能量而產生的溫度梯度會導致足夠高的熱應力,進而使材料發生斷裂。本文設計的實驗目的是設計一種激光/水射流(LWJ)復合切割頭,該切割頭利用熱斷裂方式對陶瓷材料進行切割。圖1所示是激光水射流復合加工的示意圖。圖中包括使用低功率激光器在工件表面上的小區域的精確加熱,材料表面溫度快速上升至1000℃左右。隨后,低壓水射流對該區域進行快速淬火,導致材料表面的應力狀態從壓縮轉變為張力。快速冷卻而不是快速加熱將造成較大的熱沖擊,因為誘導表面應力是拉伸性質在快速冷卻。由于這一點,在材料的頂部表面形成了微裂紋。由于熱應力的存在,可以使得材料沿著激光加工產生的微裂紋沿著其厚度方向擴展,進而切開現有材料。由于材料的切割是通過熱應力沿工件長度的裂紋擴展來實現,由此產生的切削表面沒有熱損傷和殘余應力。另外,激光水射流混合工藝避免了材料的氣化,因此整個加工過程更節能和環保。
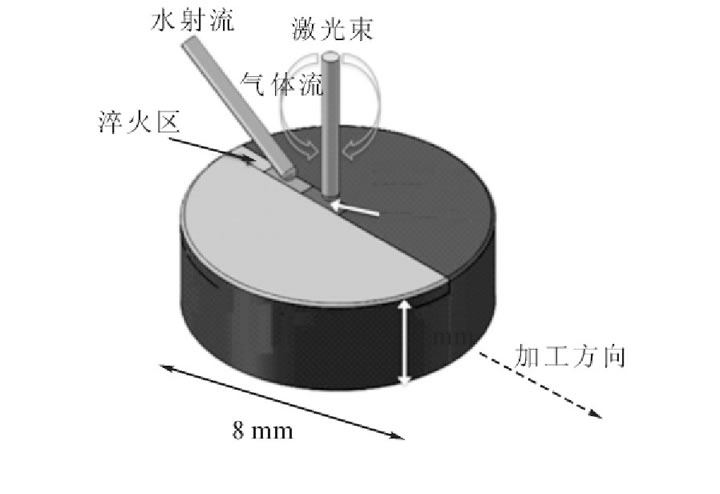
圖1 激光水射流熱斷裂工藝原理圖
綜上所述,激光水射流熱斷裂工藝的優點有:(1)較大溫度明顯低于熔點;(2)切割表面沒有大的可見缺陷,這在電子工業中具有重要的意義;(3)該方法由于材料去除量較少,所以材料在切割過程中的損失較少。因此,激光水射流復合熱壓裂技術可以滿足氧化鋁成型過程中進料率高、能量降低和環境改善的要求。
設計了一個獨特的復合式激光水射流切割頭,用于與現有的1.5 kW(較大功率)連續CO2激光器和X-Y數控工作臺進行對接。切割頭有兩個功能:(1)允許激光束聚焦在工件上,并在激光加熱區域內形成輔助氣體罩和直接水射流;(2)在激光水射流切割過程中水射流始終以固定距離跟隨在激光束后。
切割頭設計的步是估算淬火陶瓷材料受熱表面所需的水流量。在激光加工過程中,首先通過傳熱計算以確定將工件表面從加熱溫度冷卻到室溫所需的水射流的流速。實驗所用的噴水孔距離激光出口距離在0.125mm至0.375mm之間。冷卻陶瓷工件表面所需的較大壓差僅為1.69MPa。雖然看來相對較低的壓力,但足以產生所需的水流量。為了達到這個目的,本文選擇了一種能產生0至21MPa壓力范圍的水泵。
切割頭的主要功能要求,是將激光束和水射流直接對準工件表面。激光束和隨后的水射流都要接觸到相同的位置去引起工件表面熱應力斷裂。因此,激光切割頭部設計應確保水射流遵循與激光束相同的路徑,以允許加工直線和曲線輪廓。此外,系統的約束條件包括切割頭與現有激光器的兼容性,并且要求激光切割頭設計應緊湊,與現有硬件兼容,確保激光束和水射流之間在激光頭中沒有相互作用。
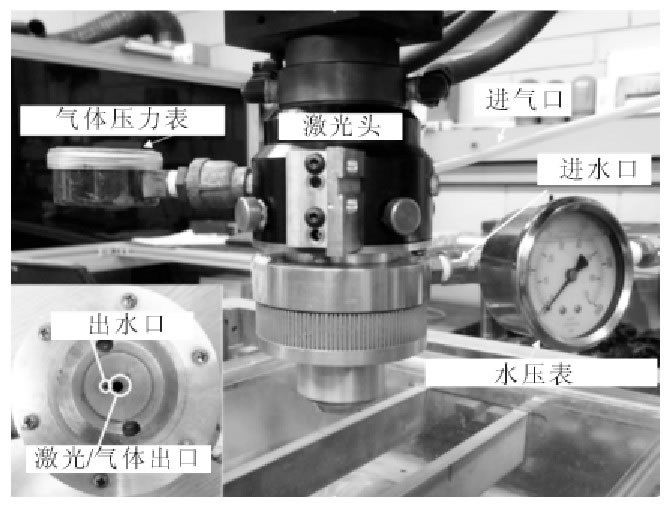
設計完成后的照片如圖2所示。激光頭的底部是由黃銅制成,其照片表明激光和水通道顯示在圖2中內部。如圖所示,旋轉殼體的圓周上加工有凹槽,以幫助激光切割頭通過皮帶和滑輪系統與CNC定位臺的第三軸線對接。數值的對切割頭旋轉的控制將促進沿彎曲型材的材料分離。
針對設計并制造完成后的激光水射切割系統,進行了相關切割實驗研究。由于氧化鋁在微電子電路和專用結構部件上如飛機、航天器和汽車的部件都有大量的應用,此外,氧化鋁也是一種優良的激光加工基片材料,因此本文選擇氧化鋁作為帶切割材料用于此項測試。
實驗選用厚度為1 mm的96%氧化鋁試樣進行切削試驗。首先,將尺寸為25mm×25mm的氧化鋁試樣進行邊緣的研磨以便實驗中的裝夾。然后,采用不同切割方法對氧化鋁試樣沿中線進行切割實驗。
實驗采用激光空氣冷卻切割和激光水射切割兩種方式來進行。首先進行了激光空氣冷卻切割實驗,以找出導致熱斷裂的合適的參數范圍。研究了功率、速度、光斑尺寸和氣壓等參數的影響。設定激光功率從100~200W,切割速度范圍為8~76mm/s,進行了參數化研究。光斑直徑從其聚焦光斑的0.2mm~離焦光斑1mm。此外,還設定了兩個很限空氣壓力(60kPa和207 kPa(30psi))的影響。采用空氣環繞激光的目的,一個是保護激光不受融化材料反射到透鏡的影響,另一個原因是空氣可作為冷卻劑對切割材料起到快速冷卻的作用。
在激光水射切割實驗中。采用激光功率為100~200W,切割速度為8~76mm/s的條件下,進行了單點激光切割實驗。水壓設定從414kPa到6.30MPa。
每一次切割試驗后,對試樣表面進行仔細檢查,然后將其分為3大類:劃線、材料分離和無控制斷裂,其中材料分離認定為完整的切割完成。每一次切割完成后,均對其進行表面測量,以評價切割質量。
用線能量法展示了兩種切削方式的實驗觀測結果,即加工參數(功率(P)/速度比(V)比)的組合。線能量明顯對3種不同的切削方式獲得的不同斷裂特征進行了區分。作為代表性實例,在圖3中繪出了在不同功率和速度下用于空氣冷卻的樣品斷裂特征。所收集的數據是在激光光斑大小為0.4 mm條件下的激光空氣冷卻切割。可以推斷,從激光切痕到切斷的過渡變化是以固定P/V值來區分開的。因此,功率(P)與速度(V)之比可以認為是單一的裂縫控制參數而不是兩個獨立的參數。激光水射切割方式的激光切痕到切斷的過渡也有類似的激光與速度之比。
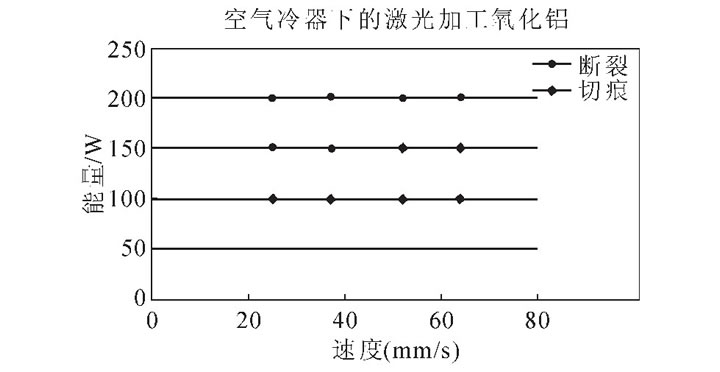
圖3 激光空氣冷卻斷裂方式的線能量法
光斑大小的影響:
隨著光斑尺寸的增大,從劃線到可控斷裂的轉變發生在較低的線能值上。參考文獻報告了具有較大光斑尺寸的散焦光束的受控裂紋的相似觀察結果。當使用光斑尺寸為0.2 mm的聚焦光束時,工件更容易受到聚焦光束的損傷,導致工件不受控制的斷裂。
氣壓影響:
采用兩種不同的氣壓進行風冷。研究發現,氣壓從69kPa增加到207kPa時,對斷裂條件的影響較小。
(1)風冷熱斷口對于如圖4(a)所示的空氣冷卻引起的熱斷裂,切割面的表面光滑,但近頂部約200μm處有較薄的下切區。上表面附近的溝槽是由激光加熱過程中的材料汽化引起的,可稱為下切區。由圖中可以觀察到在斷口處存在少量的微裂紋。由于切削層較厚且存在微裂紋,所以切割后的材料在近切割區域的試樣強度會有一定程度的下降。
(2)LWJ熱斷裂對于圖4(b)中所示的激光水射引起的熱斷裂,切割表面的切削層非常小,而且斷裂面并沒有切削毛刺等存在。此外,切削截面沒有重熔層和微裂紋。因此,切削過程不會影響試樣的強度。圖4(b)中的暗區是由于在水中發現的礦物質污染切割表面造成的。對被污染和未受污染的地區進行化學分析,以確定切割過程中使用的水質的影響。污染區域顯示鉀、鈣、鈉、氯是在本次實驗中在水射流中使用的自來水中發現的礦物的基本成分。使用純凈水可以緩解敏感應用的污染問題。
比較兩種切割方式的切口,圖5(a)和(b)分別給出了由于空氣冷卻和激光水射切割而使用熱斷裂模式切割的試樣表面的SEM圖像。在空氣冷卻的熱斷裂模式中,其切口在100~150μm,相對于激光水射切割的50~80μm明顯要大。在這兩種熱斷裂情況下,頂部表面的裂紋路徑都被熱影響區所包圍。對于空氣冷卻的熱斷裂,熱影響區域約為600μm,而對于激光水射熱斷裂,熱影響區域僅為100~200μm。
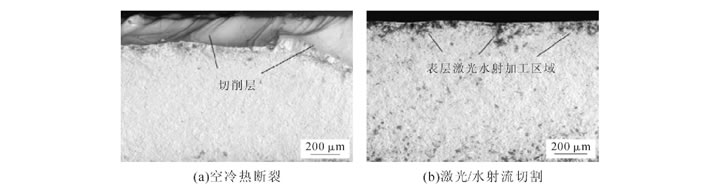
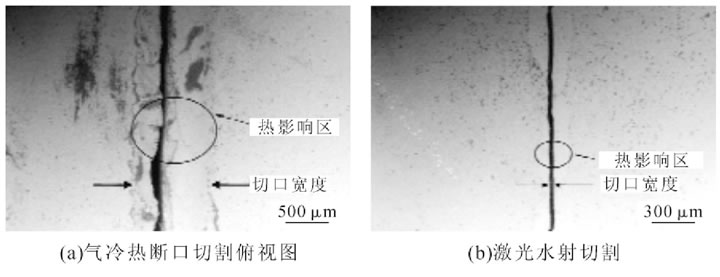
圖5 不同切割斷口
此外,參考其他文獻介紹到的磨料水射流切割情況,其切口寬度非常大(根據
設計了一種激光水射流切割頭,并將其與現有的數控激光加工系統集成在一起,用于加工陶瓷等硬脆材料。基于以上的激光水射流切割頭的設計,課題組在氧化鋁上進行了切割試驗,驗證了切割頭的有效性。實驗結果表明,激光/水射流加工利用了激光與水射流的協同效應通過受控的熱斷裂進行分離,需要比常規汽化模式低3至5倍的能量輸入。此外,激光水射流工藝的材料切割表面質量優于傳統的激光汽化方式和空冷熱斷裂方式,具有更小的切口和較高的表面精度。